Doughnut Current Sensor Installation and Operation
Just Arc weld current sensors are simple, reliable and inexpensive. Easily place in any welding system within seconds. They offer trouble free interface with your existing welding equipment without any modifications.
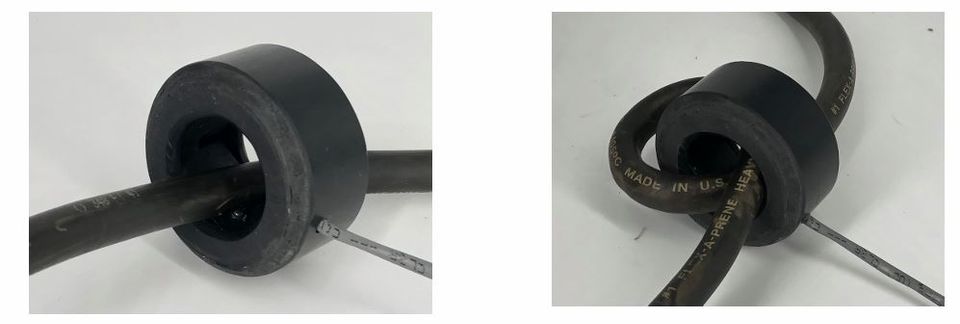
Doughnut Sensor This device is installed by passing a cable through the weld current sensor aperture that has a one and one quarter inch diameter hole. This feature also helps keep the arc timer where you want it to be as well as excellent protection from false triggering. Weld current of 40 Amps DC or greater will activate the sensor. Lower current or erratic signals can be addresses by placing a loop in the current sensor.
Doughnut Sensor This device is installed by passing a cable through the weld current sensor aperture that has a one and one quarter inch diameter hole. This feature also helps keep the arc timer where you want it to be as well as excellent protection from false triggering. Weld current of 40 Amps DC or greater will activate the sensor. Lower current or erratic signals can be addresses by placing a loop in the current sensor.








